Minimum Bend Radius Plastic Sheet

Polycarbonate Bending The Complete Guide Wee Tect
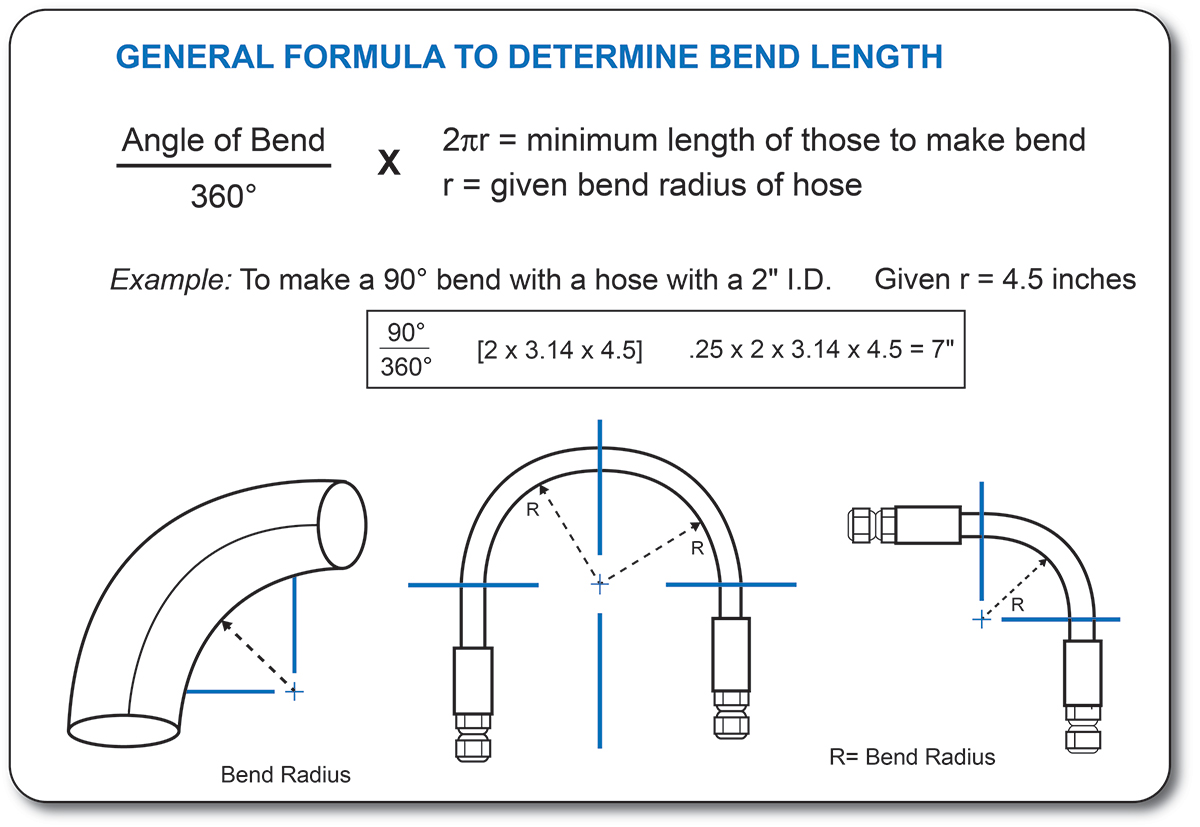
What Does Hose Bend Radius Mean

Sheet Metal Design Guide Geomiq
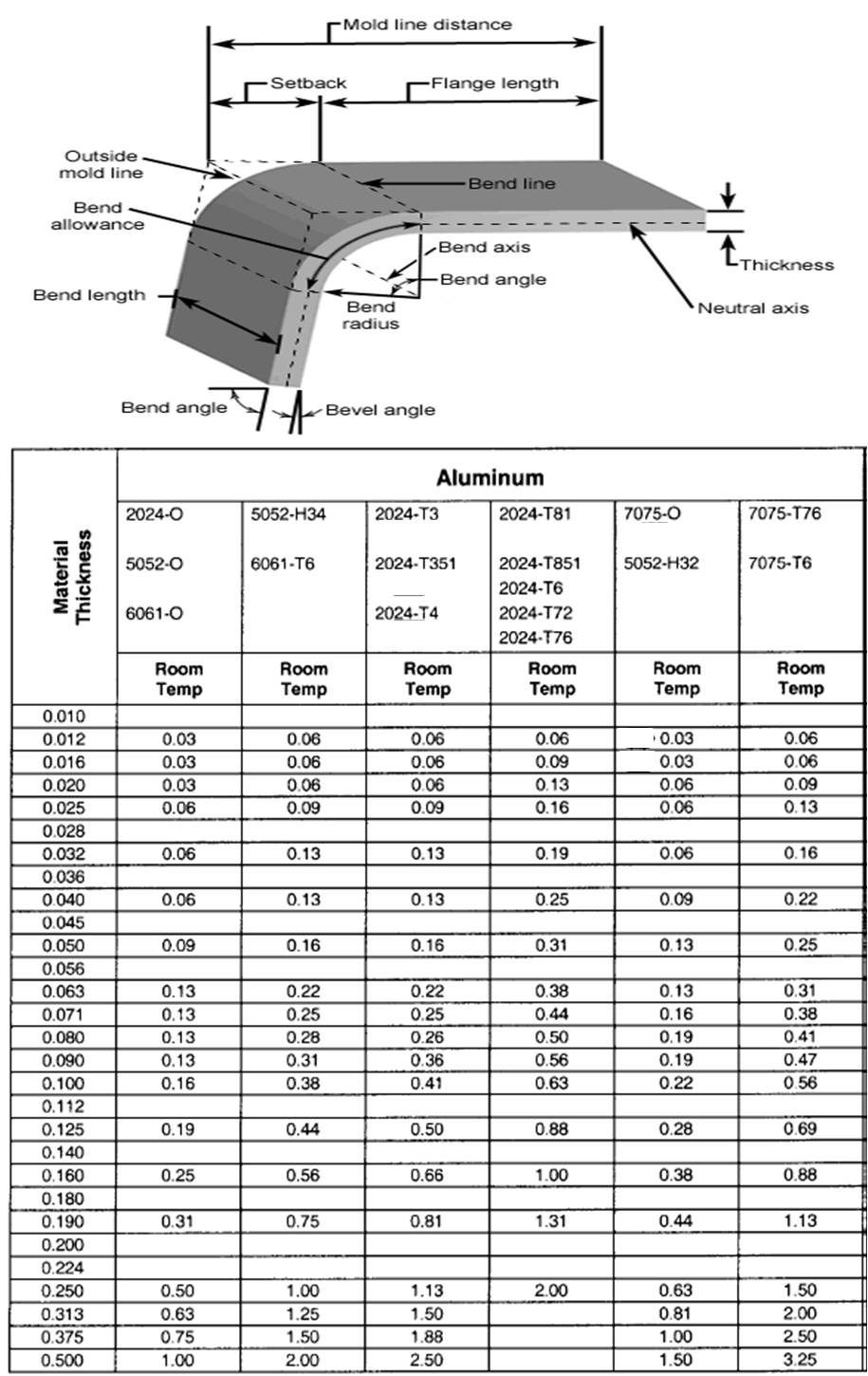
Aluminum Plate Minimum Bend Radius Aluminum Plate
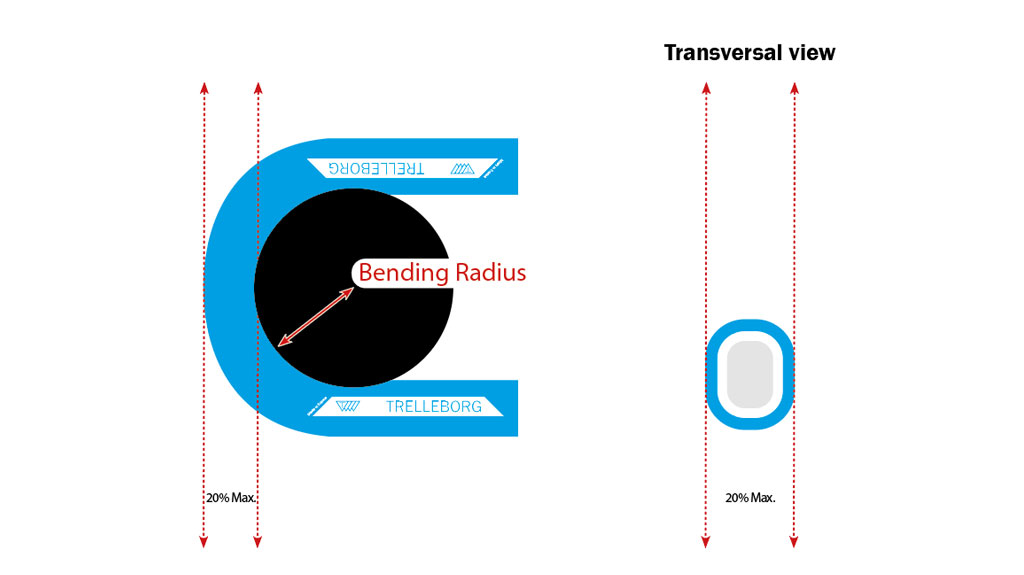
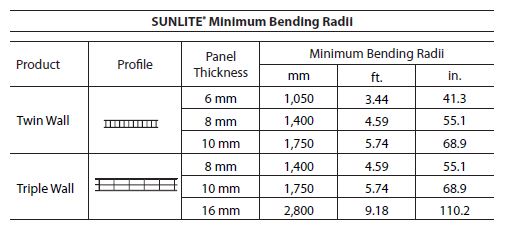
Bending Radius

7 Must Follow Sheet Metal Design Guidelines To Strengthen Your Design

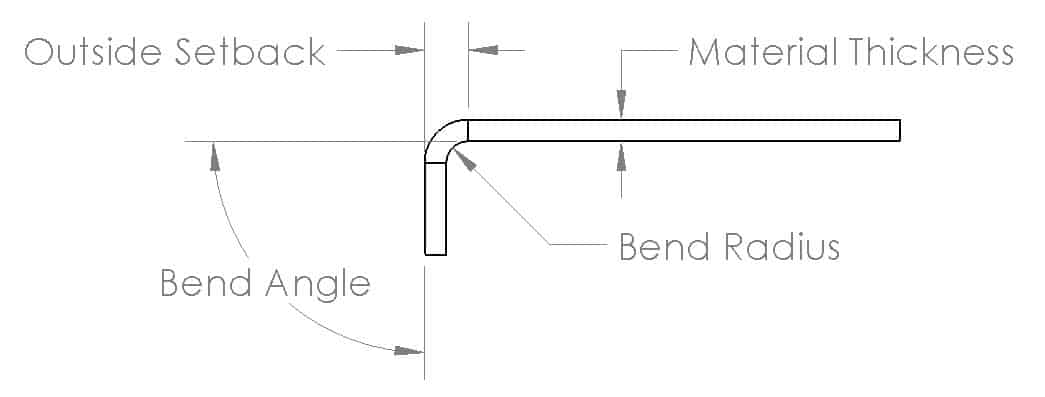
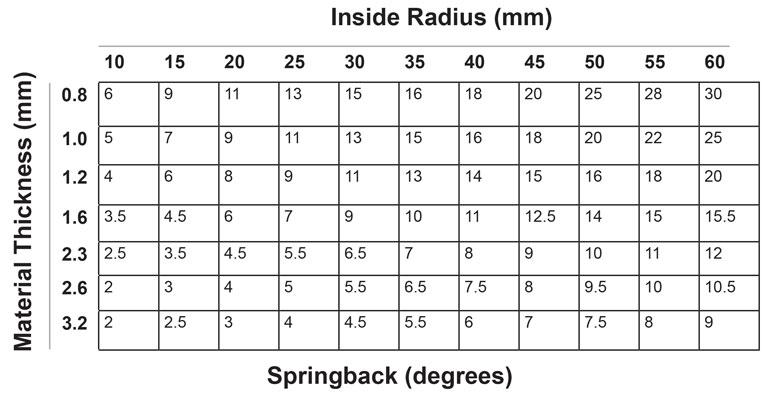
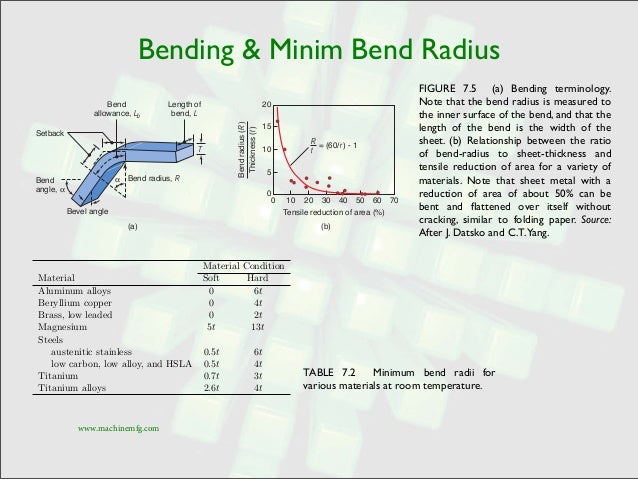
The minimum bend edge dimension l in the figure is the minimum bend edge dimension of one bend edge plus t t is the material thickness and the height h should be selected from commonly used plates such as 0 5 0 8 1 0 1 2 1 5 2 0.
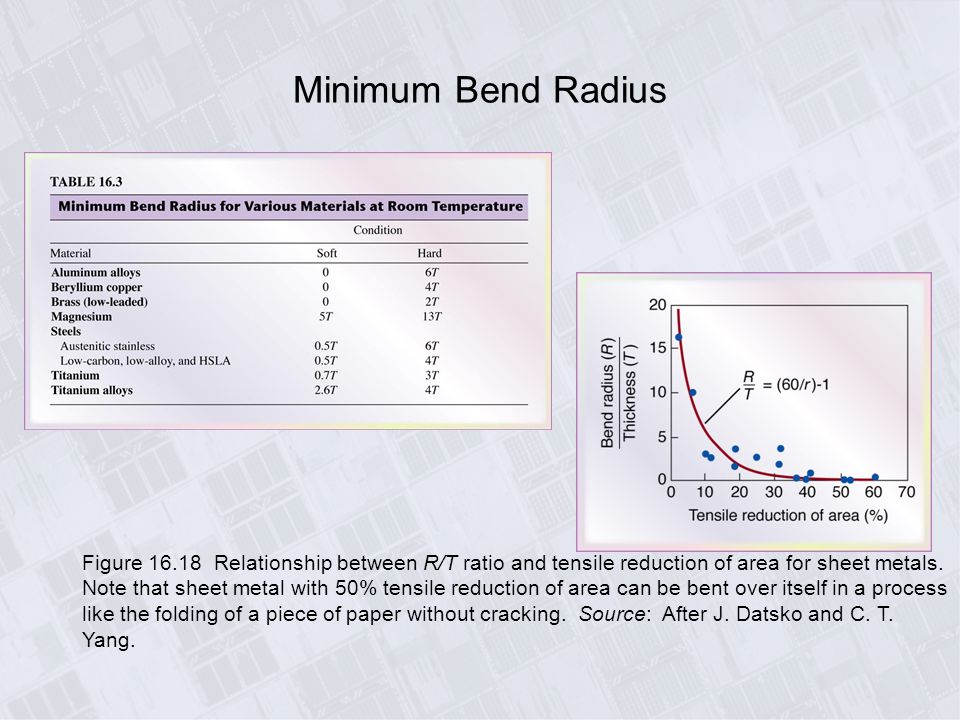
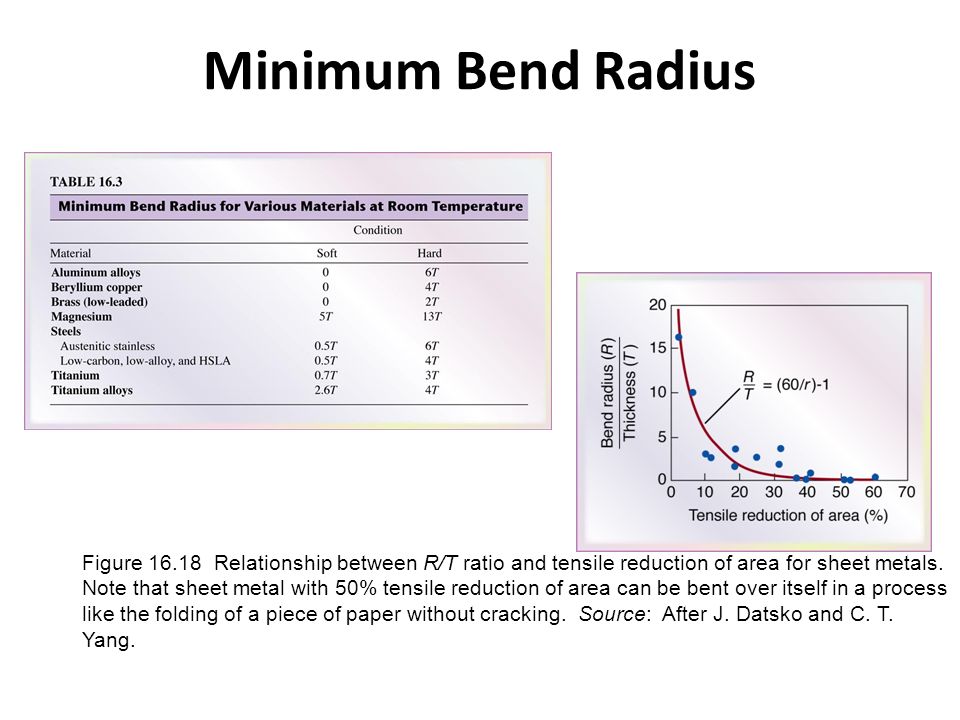
Minimum bend radius plastic sheet.

Longitudinal Bending Of Pvc Pipe Heritage Plastics Pvc Conduit Electrical And Plumbing
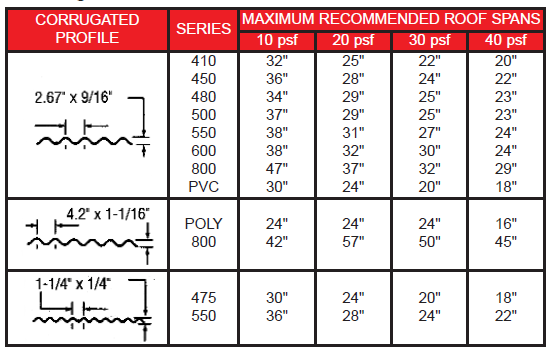
Installing Translucent Corrugated Roof Panels
Pergola Designs Bending A Polycarbonate Roof Softwoods Pergola Decking Fencing Carports Roofing
Following Dfm Guidelines For Working With Sheet Metal Machine Design
Sheet Metal Working 1

Bending Acrylic Sheet Guide With Trouble Shooting By Acrylite

Aluminum Sheet Aluminum Sheet Bend Radius
Sheet Metal Bending Stuck On Calculating The Minimum Radius Required Engineering Stack Exchange
Tips For Bending Sheet Metal Make It From Metal

Aluminum Sheet Minimum Bend Radius Aluminum Sheet
Aluminum Tubing Minimum Bend Radius Aluminum Tubing
Sheet Metal Processes
Chapter5 Sheet Metal Forming
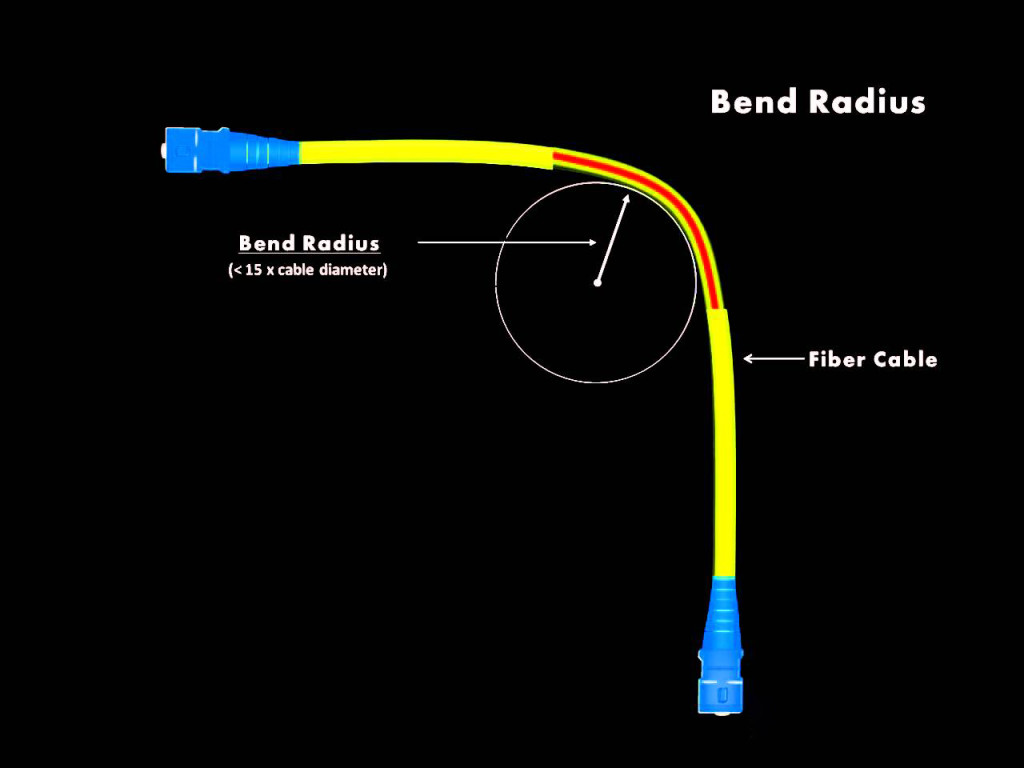
Fiber Bend Radius What S It How It Affects Fiber Cable Installation

101 Guidelines For Fiber Optic Cable Installation Fosco Connect
Sheet Metal Forming Processes Ppt Download

Angle Bracket Sizing And Stress Analysis Stress Ebook Llc
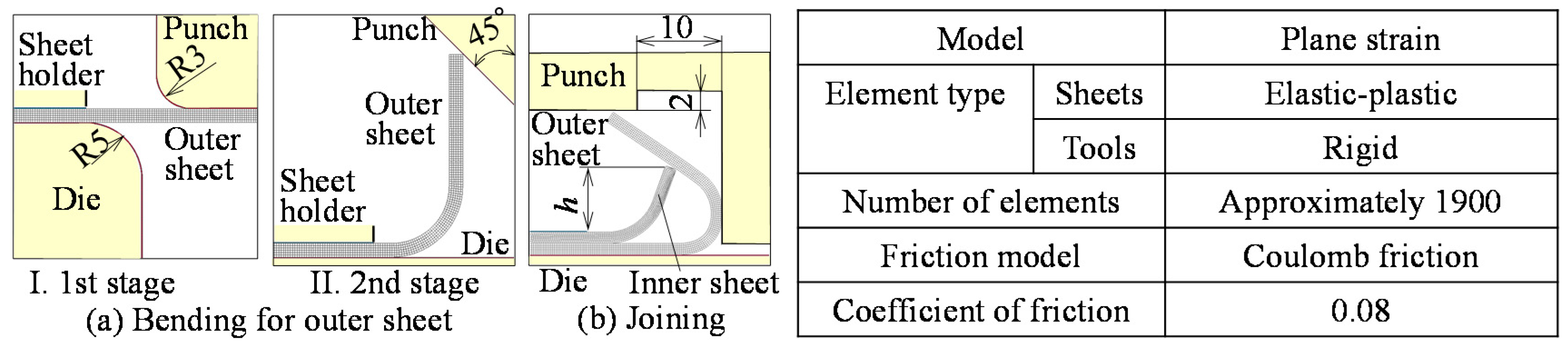
Jmmp Free Full Text Hemming With Pre Bent Inner Sheet For Joining Ultra High Strength Steel Sheets Of Automobile Parts Html
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
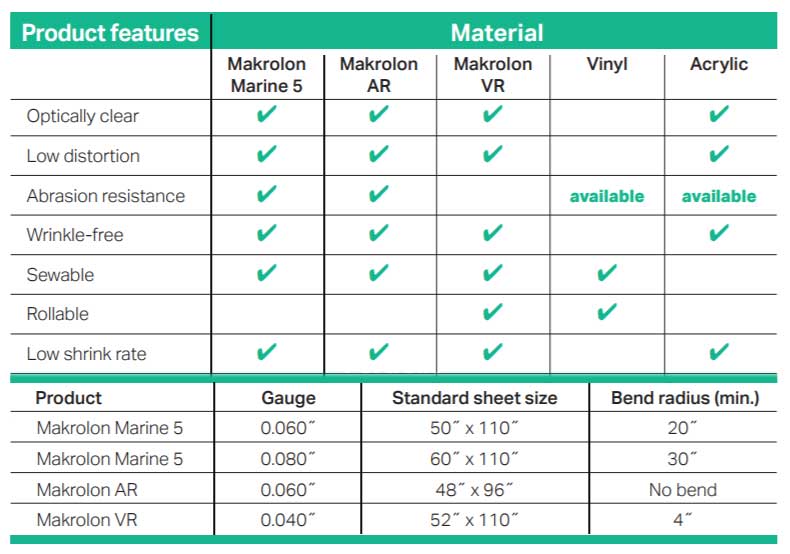
Makrolon Vr Flexible Marine Polycarbonate Plastic Sheet

Which Aluminum Alloy Bends Best Clinton Aluminum
Chapter 16 Sheet Metal Forming Processes Sheet Metal Parts A B Figure 16 1 Examples Of Sheet Metal Parts A Die Formed And Cut Stamped Parts B Ppt Download
Aluminum Plate Aluminum Plate Bend Radius
Sheet Metal Forming Processes
Source : pinterest.com
